
隨著近年來LED光效的不斷提升,LED的壽命和可靠性越來越受到業界的重視,它是LED產品最重要的性能之一。LED產品制造中的每一個元件和環節都會對其可靠性和壽命產生影響,其中LED器件與印刷電路板(PCB)之間焊點的可靠性對于確保LED燈具的整體可靠性至關重要。本文闡述如何了使用熱沖擊測試來分析科銳XLamp? 大功率LED器件的焊點可靠性,旨在幫助科銳的用戶掌握科銳LED器件的應用和設計的注意事項,提高產品研發效率和質量。
一、焊點可靠性的影響因素
LED應用設計中,幾個焊點非常重要,如圖1所示,三個焊點的可靠性是確保熱量從LED結點傳遞到散熱器的關鍵所在。
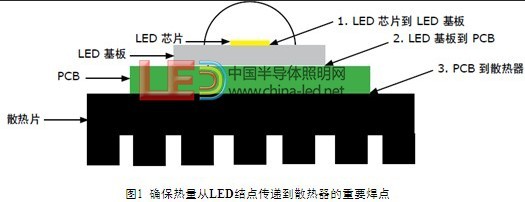
1. LED芯片到LED基板的焊點
這點通常由LED制造商確保其完整和可靠,在設計LED封裝時應考慮如下因素。1. LED 芯片和LED基板的物理性能 2. 材料選擇 3. 焊點幾何形狀(焊盤尺寸和形狀、焊盤相對于阻焊層的放置位置)4. 散裝焊料合金的機械性能 5. 在焊點/散熱盤界面形成的金屬間化合物的性質及其結構;
2. LED基板到PCB焊點和PCB到散熱器焊點
燈具制造商在應用和設計中確保這兩個焊點的可靠和完整性。LED基板與PCB之間焊點的完整性是LED 產品長期流明維持率和可靠性的主要決定因素之一。焊點可靠性不僅取決于焊料合金,還取決于LED器件和PCB的金屬鍍層。此外,回流溫度曲線對無鉛焊點的性能也有著顯著影響,因為它會影響焊點的浸潤性能和微觀結構。焊點損壞或存在缺陷會導致開路失效狀況,進而導致燈具電氣性能完全失效。
對于LED器件焊接至PCB的可靠性,要考慮的關鍵特性是LED器件與PCB材料之間熱膨脹系數的差異。工作條件的變化會導致因膨脹系數失配而產生不同的力。這些力可能會被一些機械作用(如LED基板彎曲)放大。對于較大封裝尺寸LED在堅硬的PCB上的焊接,距離LED封裝中心最遠的焊點因膨脹失配而產生的應力最大。
綜合而言,圖2展示了影響LED焊點的各種影響因素,其中部分紅色顯示的因素為此文中研究重點。本研究利用熱沖擊來評估所選大功率XLamp? LED器件的焊點可靠性。熱沖擊測試的升溫速率遠遠高于熱循環測試,因此對焊點造成的損壞也嚴重得多。通過熱沖擊測試結果可以更深入地了解焊點的可靠性。

二、研究方法和設備
本研究中使用表面貼裝技術(SMT)的回流焊工藝焊接LED與PCB,即LED卷盤→將焊膏絲網印刷到測試板上→拾取LED元件并放置到PCB上→回流焊。采用了科銳四款高功率XLamp? LED進行試驗,選擇不同封裝的尺寸如表1所示。本研究中使用的MCPCB板由阻焊層、銅電路層、薄導熱絕緣層和金屬芯基材層組成。這些層層疊并粘合在一起,構成一個散熱路徑。每款LED各三十顆,選用的MCPCB板可焊接十顆LED,即每款LED使用三塊MCPCB板。本研究使用Indium8.9空氣回流免清洗焊膏,此焊膏專為適應錫-銀-銅(SAC)無鉛合金系統的高溫而配制。焊膏成分包括96.5%的錫(Sn)、3.0%的銀(Ag)和0.5%的銅(Cu),屬第3類金屬負載。可靠焊點的形成取決于回流焊工藝的時間和溫度曲線,以及熔融焊料迅速且均勻地浸潤表面涂層,并通過相互作用在接合界面形成一個厚度均勻的金屬間化合物層的能力。所有這些因素都會直接影響焊點的形成和可靠性能。科銳建議回流焊后的焊點厚度約為3mil(75μm),焊點厚度可以使用帶刻度盤的光學顯微鏡進行驗證。
使用的設備是MPM Momentum模板印刷機來完成焊膏印刷,印刷機模板厚度為6mil,模板框架尺寸為73.7cm x 73.7cm。使用JUKI FX-3貼片機,回流過程中使用Heller 1809 MK III 對流回流爐,回流爐有八個加熱區和一個冷卻區,回流焊工藝參數見表2,本研究中使用的 XLamp? LED符合JEDEC J-STD-020C標準。有關科銳XLamp? LED貼片拾放操作、焊接和處理以及熱管理的更多詳細信息,可從科銳網站提供的應用說明中獲取。

三 結果分析
1. 焊點空洞
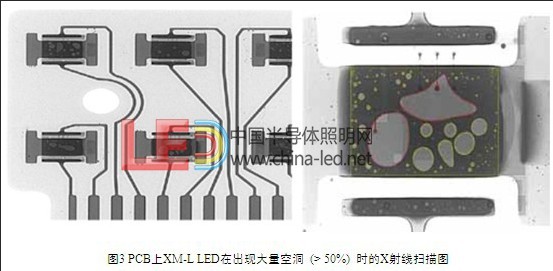
回流焊后,目視檢查焊點,沒有觀察到存在以下焊點缺陷:虛焊、焊料凸點、錫橋或元件立起等。此外,還使用實時X射線成像對LED封裝進行檢查,以進一步評估焊料的連接質量,查看是否存在斷開觸點、陽極/陰極觸點與散熱盤之間是否存在短路現象、焊盤與焊接空洞之間是否存在多余的焊料。研究發現,焊接空洞少于30%(即焊料的無效焊區少于30%)為理想狀態。焊接空洞大于50%容易導致焊點失效。本研究中,科銳選擇分析焊接空洞小于30%和大于50%時的焊點可靠性。
我們發現,XB-D、XP-G和XM-L HVW LED器件的空洞范圍在5%至30%之間;XM-L LED 器件的空洞大于50%。所有器件中都沒有觀察到陰極/陽極觸點與散熱盤之間存在多余焊料的跡象。空洞會影響熱性能和電氣完整性,進而導致元件與PCB之間熱阻增加,因此,LED器件與MCPCB之間存在過多焊接空洞是一個關乎可靠性的問題。我們有意減小了XM-L焊料模板設計尺寸,以減少LED器件下方的焊料覆蓋面積。從圖3可以看出,焊料覆蓋面積減少會使LED下方因缺少焊料而出現大量空洞。焊料覆蓋面積減少導致LED器件下方因缺少起到浸潤作用的焊料而出現大量空洞。
2 熱沖擊測試
熱沖擊測試是疲勞壽命測試中發展速度最快的一種形式,是溫度變化速率很高的一種溫度循環類型。該測試是通過在指定時段內在高溫(如125℃)和低溫(如-40℃)兩個“腔室”交替輸送所測試產品來實現的。熱沖擊測試期間,焊點會經歷高低極端溫度之間165℃的溫度差。溫度迅速變化的過程中,組裝板不同部件之間會出現較大的膨脹系數差異。不僅膨脹系數差異會導致產生此引力,更重要的是,不同部件之間的溫度差也會導致產生此應力。大面積不均勻膨脹導致焊點出現較大的塑性變形,而且其程度遠遠大于現實應用中可能出現的變形,原因是現實應用中溫度變化較為緩慢。因此,沖擊測試會明顯加快失效機理的演變過程,從而能夠在較短的時間內誘發潛在失效狀況。

我們觀察到,在達到2000次熱沖擊測試時,XB-D LED未出現失效狀況,XP-G LED 失效兩次,XM-L HVW LED失效四次,XM-LLED失效十次。熱沖擊測試結果表明,LED器件與PCB之間焊接空洞大于50%的較大LED器件出現失效狀況的時間比焊接空洞小于30%的LED器件早得多。

對熱沖擊數據使用威布爾分布進行分析,了解沖擊失效機理。本研究中,使用威布爾概率圖對XLamp? LED的失效數據建模。二參數威布爾分布通過形狀和尺度參數定義。威布爾累積失效分布用于擬合失效數據所對應的周期次數。公式F (N) = 1 - exp (-N/N0)m,其中,F (N) 是累積失效分布函數,N是熱循環次數。N0是被稱為特征壽命的尺度參數,即失效發生率為 63.2%時的循環次數。形狀參數m表示威布爾曲線的形狀;m增加時,循環中的失效次數減少。二和四之間的形狀值視為稍微正常。形狀值小于二形成右傾曲線,形狀值大于四形成左傾曲線。
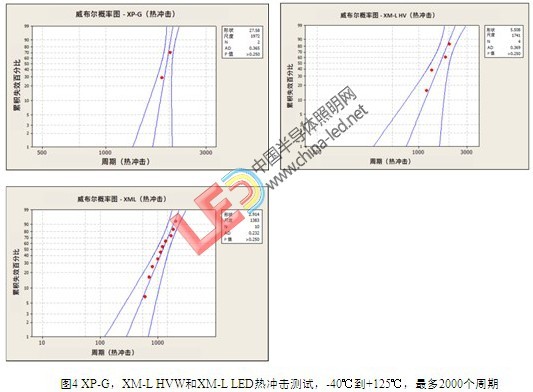
從威布爾概率圖4顯示,空洞小于30%的較小LED器件下的焊點其表現優于空洞小于30%的較大LED器件下的焊點。相反,空洞百分比升高至大于50%會導致焊點性能差。此外,焊點的特征壽命還表現出對空洞程度很強的依賴性,空洞百分比越小,特征壽命越長。
3 失效焊點
失效焊點的橫截面顯示元件側面焊料主體中存在裂紋。這些樣品呈現了無鉛焊料合金中熱機械疲勞失效的典型微觀結構。在本研究中,我們還使用掃描電子顯微鏡(SEM)、能量色散X射線(EDX)分析和光學顯微鏡檢查了焊點接口,以評估焊點的完整性和可能出現的疲勞失效模式。
通過執行橫截面分析焊點在熱沖擊測試后的表現,如圖5所示。失效焊點的橫截面顯示,在四款LED器件中,疲勞斷裂都是從焊料邊緣開始。大部分疲勞裂紋都存在于焊料跡線主體內部的錫和銀顆粒之間,并沿最高應變方向擴展到整個焊料長度。

橫截面研究表明,存在焊料裂紋且一直延伸到焊點邊緣,焊點邊緣是最大應力集中的位置。這些裂紋發生于焊料主體內部區域,從焊點的一個邊緣一直延伸至另一邊緣,不僅會降低電氣性能,而且還可能導致焊點出現機械故障。XB-D LED是本研究中尺寸最小的LED,XM-L HVW的基板是XB-D表面積的四倍多,兩款 LED的空洞都小于30%,但研究顯示,XB-D LED器件下方的焊點裂紋卻沒有XM-L HVW那么嚴重。觀察到的裂紋都是典型的焊點疲勞斷裂,通常與對偶/聯結材料之間熱膨脹系數差異所誘發的熱沖擊應力相關。
基于以上觀察,我們的結論是:LED器件封裝尺寸對焊點裂紋的產生具有很大影響。XM-L HVW是本研究中最大的LED封裝尺寸,XB-D是本研究中最小的LED封裝尺寸,兩款LED的空洞都小于30%,但研究顯示,與XB-D相比,XM-L HVW下方的焊點失效最多。較大LED器件下方的焊點裂紋呈連續狀態,從焊料的一個邊緣一直延伸至另一邊緣,無間斷。橫截面圖像顯示了元件側和PCB 側的裂紋外觀。不過,元件側的裂紋擴展程度更為嚴重。
四 結語
本文研究影響焊點可靠性的各項因素,測試結果表明,焊點可靠性很大程度上取決于LED的封裝尺寸和焊接空洞百分比。焊接空洞越多,可靠性越低;基板尺寸越大,可靠性明顯降低。通過-40 ℃ 至 +125 ℃的熱沖擊測試分析了各種尺寸XLamp? LED器件與PCB之間無鉛焊點的可靠性。焊點微觀結構的分析表明,焊點主體內部走向LED元件側的裂紋是由焊點疲勞失效所致。熱疲勞失效模式與無鉛焊點相關,是由材料的熱膨脹系數差異所致。這些熱膨脹系數差異是在材料界面產生應力和機械應變的原因所在,會導致焊點中產生疲勞裂紋并不斷擴展。
最后,為避免焊點過早失效,科銳建議始終對XLamp? LED使用推薦的焊盤布局、焊膏和回流焊溫度曲線,具體信息可在科銳的相關焊接和處理文檔中找到。
科銳將參加6月9-12日2013廣州國際照明展,科銳展臺位于琶洲展覽館A區4.1館B02展位,更多的技術支持和服務歡迎與科銳的團隊詳細探討。